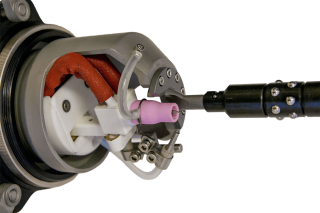
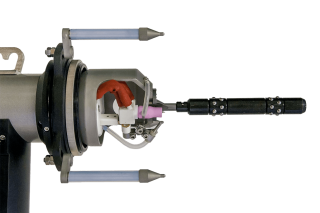
ORBITAL WELDING HEAD FOR TUBE TO TUBE-SHEET
Mod. 122
WELDING HEAD
![]()



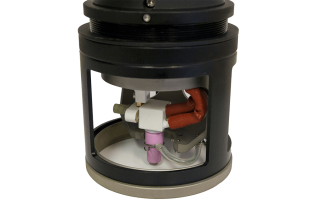

Pre-heating of the tubesheet up to 200 C°
On request up to 400 C°
PRODUCT TECHNICAL SHEET
Welding procedure: TIG with or without filler wire
Welding position: Horizontal, vertical, inclined
Machine position: Suspended by spring tool balancer
Torch centring: By mandrels and centering cartridges
Machine cooling: Only torch water-cooled
Torch inclination: ± 45°
Electrode diameter: 1 ÷ 3,2 mm
Welding diameter: 10 ÷ 72 mm max (electrode parallel to the tube axis) 10 ÷ 26 mm with electrode inclination of 30° to the tube axis
Welding current: 200 A DC max pulsed / linear
Rotation speed: 0,10 ÷ 4,73 rpm. (± 1%)
Electrode-to-work distance adjust: By ferrule located on the machine body and with a linear movement of the bearing points. Total stroke 10 mm
Filler wire feeding unit (on request): It is directly assembled on the machine body. The unit do not rotate with the torch
Filler wire speed: 10 ÷ 200 cm/min. (± 1%)
Filler wire spool: Standard, Midget type Ø 4” (about 100 mm)
Filler wire diameter: 0,6 ÷ 0,9 mm (standard wire drive rollers)
Filler wire diameter: 0,8 ÷ 1,2 mm (oversize wire drive rollers)
Connecting cable: L= 8 m (4,100 Kg)
Weight: 4,500 Kg
For more information
Contact us
Our border is the world
OPERATING OFFICE
Via Alessandro Dudan n.16/c
00143 ROMA
ITALY
SHOWROOM – TEST AREA
EsseBi WELDING – Via Cà Magre, 23
37063 Isola della Scala (VR)
© 2023 Stelin S.r.l. All rights reserved. P. IVA 08540001008 Privacy Policy Cookie Policy powered by Web Agency